摘要:通过对不同压接状态的复合绝缘子压接过程机理分析,使用声发射在线监测技术,并引入压力外接参数同步采集不同压接过程的声发射信号,通过分析声发射信号特征参数的时间经历曲线,找出不同压接状态下的曲线特征,为不同规格绝缘子压接过程监测提供了一种统一的解决方案。
在电力行业广泛使用的复合绝缘端子是靠压力使金具塑形变形来与芯棒连接的,一般采用内楔界面结构,结构组成部件多,工艺复杂[1]。在压接生产过程中也面临材料配合的不同、端部金具套筒的加工精度不同、芯棒外径误差、手动操作的不一致性、压接机的误差等导致套筒内壁最终定形位置发生偏差以及一系列的问题[2],导致在一定比例程度中出现欠压和过压的现象,从而导致绝缘端子的强度或寿命不足的情况。在以往的传统检测手段只能通过生成操作人员的主观观察或事后的抽检复验的方式来验证产品的合格性,并且使用的破坏性试验,效率低且人力成本高。
在压接过程中,材料收到外力作用时发生形变,其中一部分应变能是以弹性波的方式释放出来,该弹性波即为声发射信号,在某种程度上材料或结构的微观形变的产生和发展可以用声发射信号进行表征,声发射检测技术就是利用压接过程中金具和芯棒在受力情况下的变形所产生的声发射信号,通过实时的采集声发射并对该信号进行特征分析和处理,以判别该压接过程是否处于欠压或过压状态。
一、 绝缘子压接及失效原理
1.压接界面的压接原理
复合绝缘子的压接界面结构是由芯棒与金具组成的[2],其连接方式是通过压接设备对装配在芯棒上的金具施加外压力,促使金具发生塑变位移,产生较大瞬间位移量,在金具和芯棒的接触面上产生一定的压应力,在施加外力时压应力转变为轴向摩擦力而承载,来实现与芯棒连接的目的。
2. 绝缘子受载失效机理
绝缘子是通过金具内表面与芯棒压合之后的摩擦力进行连接的,当绝缘子受拉应力时,芯棒与金具的咬合界面粘合点产生剪切应力,如拉应力达到一定程度,导致上述的剪切分应力达到金具内表面与芯棒复合材料的剪切破坏应力时,芯棒便迅速从金具内腔脱落,造成绝缘子失效。
压接生产过程导致绝缘子失效的原因是欠压和过压;其中欠压会让绝缘子抗拉强度不够,在低应力下产生芯棒抽出,其机理在于:金具受压时压力不足,金具塑形变形与芯棒咬合,芯棒在该过低的压应力下产生不足量的弹性变形,导致咬合强度低;过压则会让芯棒复合材料产生破坏,导致绝缘子寿命降低,其破坏机理在于:芯棒是树脂基纤维复合材料,是由玻璃纤维和树脂粘合而成的引拔棒[2],在压接时过压的状态下,金具塑性变形后对金具施加的应力过大,导致芯棒表面产生塑形变形,并使得部分玻璃纤维断裂,在明显压断之前,过压的绝缘子试验强度并不会出现明显变化,但因为芯棒纤维部分断裂,会让芯棒受载时局部受力不均,产生蠕变现象,随着使用时间的延长,会让绝缘子的寿命下降。
二、 声发射技术的应用目的及方法
材料或结构失效时能量通过弹性波释放出声发射信号,声发射设备对该信号具有较高的灵敏度和较全面的分析方法。通常对声发射信号提取如下几种特征参数,用来表征声发射信号的特征:计数或计数率、能量、振铃计数或振铃总数、幅度、频谱等等。
整个压接过程是和时间以及压力密切关联的,因此利用声发射设备的外接参数功能,将压力机压力参数同步采集到声发射数据中,用以准确分辨压接过程的各个阶段,为信号分析和判别提供依据。
而与时间无关的特征参数统计都无法准确判断出结果,以能量为例,欠压和适压、过压都有一定程度的交叉集合,使得出现误判和漏判的现象,如表1所示。
表1 不同压接条件下的绝缘端子破坏验证声发射能量统计
|
编号 |
压力(MPa) |
能量平均值 |
能量最大值 |
拉力验证情况 |
|
1 |
18 |
5.675 |
7.5 |
110KN,芯棒抽出 |
|
2 |
18 |
8.65 |
13.6 |
130KN,芯棒抽出 |
|
3 |
18 |
10.96667 |
24 |
112KN,芯棒抽出 |
|
4 |
18 |
5.475 |
8.1 |
128KN,芯棒抽出 |
|
5 |
18 |
2.1 |
4.8 |
136KN,芯棒抽出 |
|
6 |
20 |
17.75 |
34.7 |
142KN,芯棒抽出 |
|
7 |
20 |
14.35 |
24.9 |
136KN,芯棒抽出 |
|
8 |
20 |
13.225 |
27.8 |
140KN,芯棒抽出 |
|
9 |
20 |
14.85 |
22.3 |
146KN,芯棒抽出 |
|
10 |
20 |
17.375 |
21.4 |
138KN,芯棒抽出 |
|
11 |
22 |
10.05 |
22.4 |
162KN,金具头断 |
|
12 |
22 |
13.45 |
39.2 |
162KN,金具头断 |
|
13 |
22 |
13.825 |
25.4 |
147KN,金具头断 |
|
14 |
22 |
18.2 |
31.4 |
152KN,芯棒开裂,抽出 |
|
15 |
22 |
18.3 |
33 |
147KN,金具头断 |
|
16 |
24 |
17.83333 |
19.3 |
148KN,金具头断 |
|
17 |
24 |
11.91 |
18.6 |
146KN,金具头断 |
|
18 |
24 |
16.65 |
23.9 |
146KN,金具头断 |
|
19 |
25 |
6.25 |
10.3 |
174KN,金具头断 |
|
20 |
25 |
12.175 |
17.2 |
176KN,金具头断 |
|
21 |
26 |
19.85 |
22.3 |
172KN,金具头断 |
更何况绝缘端子有多种型号,不同的芯棒直径和金具大小,声发射信号的绝对量差异很大,因此对压接状态的监测,只能以时间相关,通过时间-参数曲线的形状,趋势分析,将判断依据相对化,以期望能够对不同的产品提出统一的解决方案。
声发射设备采用SAEU2S-2型数字声发射检测系统,传感器中心频率150KHz,前置放大40dB;引入压力机压力外参4-20ma电流信号,接入声发射检测仪,同步声发射信号,用以准确区分压接过程的升压、保压、卸压等阶段。
图1 声发射现场安装图


三、 压接过程的声发射信号分析
芯棒材料的弹性形变和断裂过程都有自己的声发射特征。如能掌握这些特征,可预报压接部位连接构件内部的变化信息。其声发射撞击数、振铃计数率、声发射累计振铃数及能量的时间关系曲线图可以反映出绝缘子压接过程的受力及压接状态结果。
1.各个压接阶段下的声发射信号来源及特点
通过压力外参的引入,将正常的压接过程分为三个阶段:放置及压头接触阶段、加压及保压阶段、卸压及压头离开阶段.
在放置及压头接触阶段,工件放置及压头咬合开始一定的声发射碰撞、摩擦信号,大部分情况下,该阶段的声发射信号能量及撞击数量较第二阶段要少,但因为手动操作并不能保持完全的稳定性,通过压力机压力参数可以来控制声发射数据的采集,可以很好的分辨出来。
第二阶段,及加压和保压阶段,首先金具受力产生塑形变形,声发射信号计数和能量开始增加,金具变形到一定程度,开始咬合芯棒,芯棒在受力下出现弹性变形;保压阶段是材料强化阶段,声发射信号相对趋于少量和稳定,在保压的过程当中,也出现芯棒局部受力产生塑形变形,内部个别纤维发生断裂现象,此时声发射信号表现为偶有很大幅值的声发射信号出现,导致能量在保压阶段出现突变增大现象;
第三阶段为卸压和压头离开阶段,开始卸压,芯棒受力产生的弹性变形开始恢复,在声发射信号的表现为能量和计数呈现出衰减递减的趋势,直到卸压完毕,压头离开,产生少量碰撞和摩擦,和开始阶段的放置和咬合类似,声发射信号表现为一定量的能量和计数的小的突变。
以升压到保压再到卸压作为整个判断时间段,那么不同压接结果过程产生的声发射信号包括:金具塑性变形产生的声发射信号、咬合摩擦信号、芯棒弹性变形信号、芯棒塑性变形声发射信号,纤维断裂信号,卸压时弹性逆变形信号、卸压摩擦噪声等。
2、过压和欠压结果的声发射信号特征分析
过压或略过压状态与适压和欠压的最大的区别在于芯棒在保压阶段开始出现塑性变形,直至内部玻璃纤维断裂,产生一系列的声发射信号,从振铃技术-时间经历图和撞击数-时间经历图上可以看出,在保压后期产生一段时间的递减式的声发射振铃或计数现象,甚至在压力曲线上也能看到在保压期间出现压力突然下降的现象,意味着芯棒发生不可逆塑性变形,局部受载过大被压缩,导致压力产生突变下降现象.
欠压时,由于芯棒弹性变形不足,与金具咬合强度不够,反映在声发射信号上,如图5所示,在泄压时撞击数下降速度要比适压和过压快,能量经历图上升压阶段相比泄压阶段也要小。
3. 综合声发射信号特征曲线判断方法
通过对不同压接结果的声发射数据的综合分析,提出如下几种声发射特征参数时间经历曲线作为压接结果的判断依据:
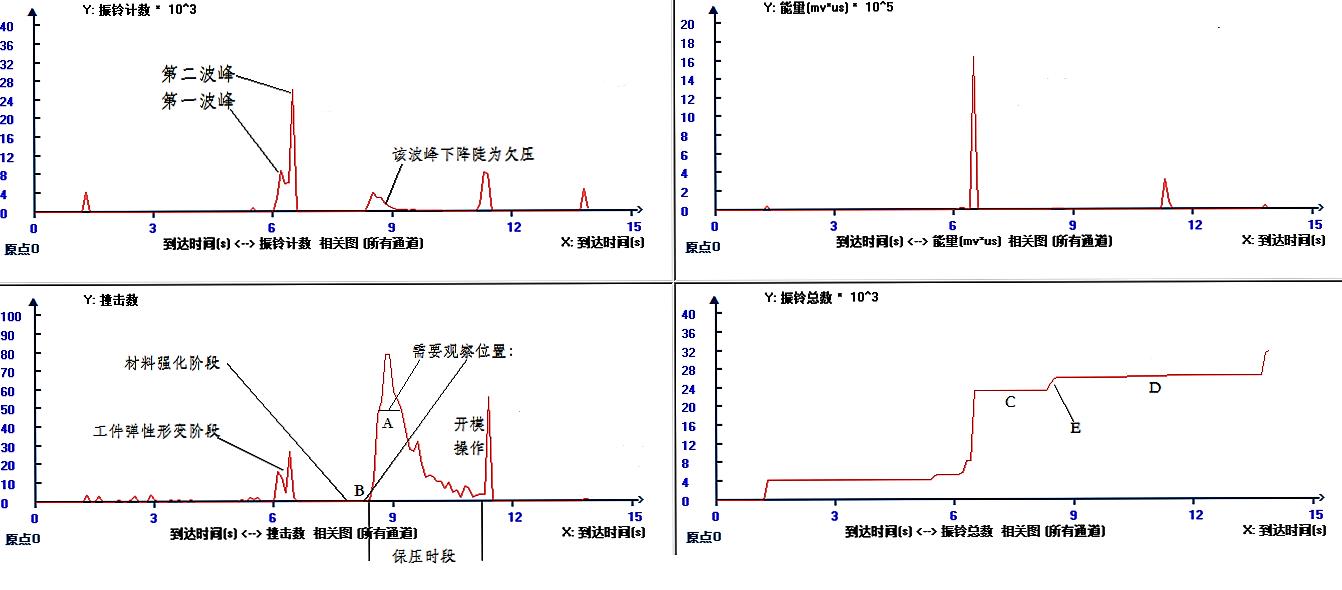
A.振铃计数—时间经历曲线:振铃计数-时间曲线在加压时有两个明显的波峰,在欠压状态时,有可能两个波峰无法分辨,显示为一个,或者第一波峰较第二波峰高度明显要低,适压状态下,第二波峰要比第一波峰高或相当,过压状态时,第一波峰高于第二波峰。而在卸压时,芯棒弹性恢复会有一个相对较小的波峰,如果该波峰下降较快,则说明芯棒弹性变形量不足,压接结果可能为欠压;
B. 能量-时间经历曲线:主要考虑曲线波峰的数量和开口宽度,适压和略过压都只有一个明显峰,若有第二个明显波峰可判断为欠压;
C. 撞击数-时间经历曲线:需要观察的位置A,B,如图5所示,A的宽度窄则欠压,宽度过宽为过压;B位置无明显上升波峰为适压,有则为欠压或过压。要根据其他曲线综合判断。
D. 振铃总数-时间经历曲线:如图5,要找到该曲线上两个台阶C、D,和台阶的高度差E,E过小为欠压,过大为过压,如有多个小台阶组成,则意味着芯棒损伤及纤维断裂的产生,也判断为过压。
图 压接结果判断的声发射信号数据参考图
四、结论
(1)绝缘子在压接生产过程中,根据压力参数可以划分为三个不同阶段,即压头放置及接触阶段、加压及保压阶段、卸压阶段,不同的压接状态在这三个阶段产生的声发射信号组成成分各不相同,其中以加压保压阶段和卸压阶段声发射信号具有不同的特征。
(2)绝缘子压接是和压力及时间密切关联的过程,单纯的声发射特征参数统计结果显示在各个压接状态下都有一定程度的交集,不能准确判断压接状态。
(3)欠压状态的绝缘子主要是因为芯棒受力不足导致弹性变形不足,使得金具和芯棒咬合强度不够;过压状态下的绝缘子主要特点是芯棒受载过大,产生不可逆塑性变形及局部裂纹等损伤,并伴随内部玻璃纤维的断裂,导致绝缘子长期使用产生蠕变现象,从而降低寿命;
(4)通过对不同压接状态的声发射信号分析,提出四种特征参数-时间经历曲线,通过特征参数-时间相对量的趋势变化,可有效区分出绝缘子压接的不同压接结果,为统一不同型号绝缘子压接过程的声发射判断技术提供了有意义的参考依据。
参考文献:
[1] 惠 强 声发射技术在复合绝缘子端部金具压接上的应用 中国电力教育,2010年管理论丛与技术研究专刊
[2] 张福林 . 复合绝缘子压接连接界面机械性能的分析及结构参数的确定[J].电网技术,2001,( 1)
